
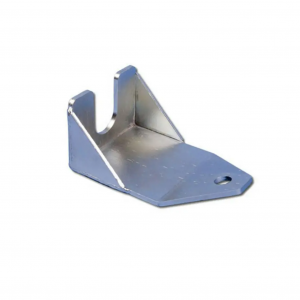
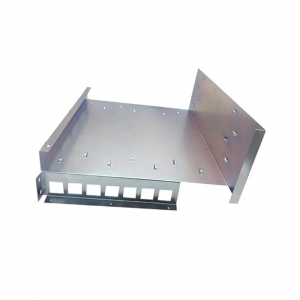
Dijelovi za štancanje i savijanje lima s elektroforetskim lakiranjem nosača

Opis
| Vrsta proizvoda | prilagođeni proizvod | |||||||||||
| Usluga na jednom mjestu | Razvoj i dizajn kalupa - slanje uzoraka - serijska proizvodnja - inspekcija - obrada površine - pakiranje - isporuka. | |||||||||||
| Proces | štancanje, savijanje, duboko izvlačenje, izrada lima, zavarivanje, lasersko rezanje itd. | |||||||||||
| Materijali | ugljični čelik, nehrđajući čelik, aluminij, bakar, pocinčani čelik itd. | |||||||||||
| Dimenzije | prema crtežima ili uzorcima kupca. | |||||||||||
| Završiti | Bojanje raspršivanjem, galvanizacija, vruće pocinčavanje, praškasto premazivanje, elektroforeza, eloksiranje, crnjenje itd. | |||||||||||
| Područje primjene | Autodijelovi, dijelovi za poljoprivredne strojeve, dijelovi za inženjerske strojeve, dijelovi za građevinske strojeve, vrtni pribor, ekološki prihvatljivi dijelovi strojeva, dijelovi za brodove, dijelovi za zrakoplovstvo, cijevne armature, dijelovi za alate, dijelovi za igračke, elektronički dijelovi itd. | |||||||||||
Prednosti
1. Više od 10 godinastručnosti u prekomorskoj trgovini.
2. Osigurajteusluga na jednom mjestuod dizajna kalupa do isporuke proizvoda.
3. Brzo vrijeme isporuke, otprilike30-40 danaNa zalihi unutar jednog tjedna.
4. Strogo upravljanje kvalitetom i kontrola procesa (ISOcertificirani proizvođač i tvornica).
5. Razumnije cijene.
6. Profesionalno, naša tvornica imaviše od 10godina povijesti u području štancanja lima.
Upravljanje kvalitetom




Vickersov instrument za tvrdoću.
Instrument za mjerenje profila.
Spektrografski instrument.
Trokoordinatni instrument.
Slika pošiljke




Proizvodni proces




01. Dizajn kalupa
02. Obrada kalupa
03. Obrada rezanjem žice
04. Toplinska obrada kalupa




05. Sastavljanje kalupa
06. Uklanjanje pogrešaka u kalupu
07. Uklanjanje neravnina
08. galvanizacija


09. Testiranje proizvoda
10. Paket
Tijek procesa
Glavni koraci elektroforetskog postupka bojanja:
1. Površinska obrada: Obradite površinu metalnih proizvoda, uključujući uklanjanje nečistoća poput mrlja od ulja i hrđe, kako biste osigurali prianjanje filma boje i učinak premaza nakon bojanja.
2. Katodni elektroforetski temeljni premaz: Metalni proizvodi se uranjaju u prethodno pomiješani temeljni premaz i koriste kao katoda za elektroforetski premaz. U spremniku za elektroforetski premaz, čestice temeljnog premaza se negativno nabijaju i kombiniraju s anodom na metalnom proizvodu kako bi formirale jednoličan premaz, tako da površina metalnog proizvoda može postići određeni antikorozivni učinak.
3. Sušenje i stvrdnjavanje: Nakon premazivanja katodnim elektroforeznim temeljnim premazom, metalne proizvode potrebno je osušiti i stvrdnuti. Temperatura i vrijeme stvrdnjavanja ovise o materijalu i debljini temeljnog premaza. Stvrdnjavanjem na visokoj temperaturi, temeljni premaz može stvoriti jak zaštitni film i poboljšati otpornost metalnih proizvoda na koroziju.
4. Međupremaz: Nakon tretmana temeljnim premazom, metalne proizvode potrebno je premazati jednim ili više međupremazima kako bi se poboljšalo prianjanje i otpornost filma boje na vremenske uvjete.
5. Elektroforeza završnog premaza: Nakon što je završen međupremaz, metalni proizvodi se premazuju elektroforezom završnog premaza. Nakon elektroforeze završnog premaza, na površini metalnog proizvoda formira se ujednačen i glatki film boje.
6. Završno sušenje i stvrdnjavanje: Nakon elektroforeze završnog premaza, metalni proizvodi podvrgavaju se završnom sušenju i stvrdnjavanju.
Završetak elektroforetskog postupka bojanja ne samo da poboljšava antikorozivne performanse i izgled metalnih proizvoda, već i smanjuje upotrebu organskih otapala i smanjuje onečišćenje okoliša. Primjena elektroforetskog bojanja igra važnu ulogu u području metalnih premaza, posebno u automobilskoj industriji.
Specifičan elektroforetski postupak bojanja varirat će ovisno o primjeni, zahtjevima proizvoda, uvjetima opreme i drugim čimbenicima. U stvarnom radu potrebno ga je prilagoditi i optimizirati prema specifičnim uvjetima kako bi se postigao najbolji učinak bojanja.
Često postavljana pitanja
1. P: Koji je način plaćanja?
O: Primamo TT (bankovni transfer), L/C.
(1. Za ukupan iznos manji od 3000 USD, 100% unaprijed.)
(2. Za ukupan iznos iznad 3000 USD, 30% unaprijed, ostatak uz kopiju dokumenta.)
2. Q: Gdje se nalazi vaša tvornica?
A: Naša tvornica se nalazi u Ningbu, Zhejiang.
3. Q: Dajete li besplatne uzorke?
O: Obično ne nudimo besplatne uzorke. Postoji cijena uzorka koja se može vratiti nakon što naručite.
4. P: Preko čega obično šaljete?
A: Zračni prijevoz, pomorski prijevoz i ekspresni prijevoz su najčešći načini dostave zbog male težine i veličine za precizne proizvode.
5. Q: Nemam crtež ili sliku dostupnu za prilagođene proizvode, možete li je dizajnirati?
O: Da, možemo napraviti najprikladniji dizajn u skladu s vašom prijavom.
Kategorije proizvoda
-

Pocinčane pravokutne podložne pločice za mehaničku opremu...
-
Tvornica prilagođenih metalnih dijelova za savijanje i zavarivanje
-

Prilagođeni precizni nosač od nehrđajućeg čelika...
-
Prilagođeni dijelovi za savijanje metala od aluminija ga ...
-

Tvornica preciznih dijelova od nehrđajućeg čelika za savijanje...
-

Obrada lima po narudžbi od aluminijske legure b...